特性要因図のあり方
工程能力調査のn数(process capability n)は、何故n=30で良いのかという質問をよく受けます。今回はこのn数についてコメントします。
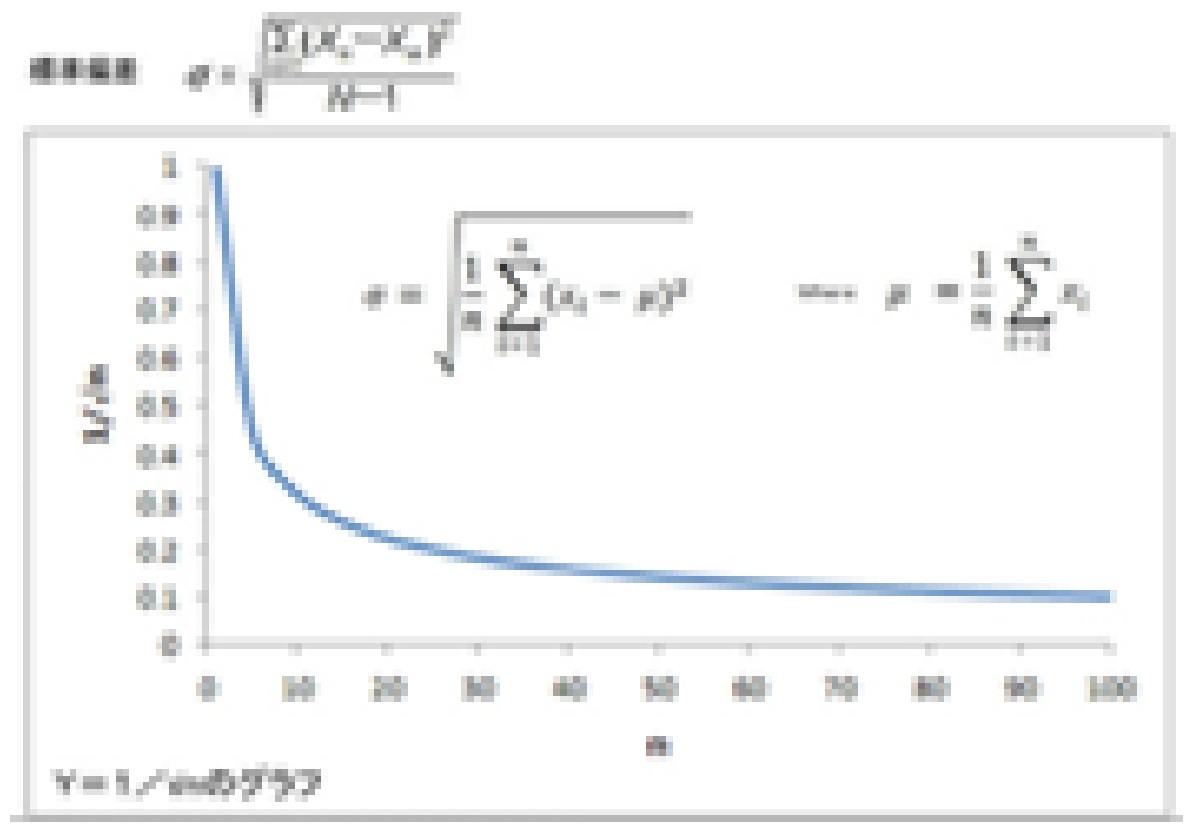
工程能力を確認するためのサンプリングのn数のあり方は、母集団の分布をいかに的確に把握できるかということになりますが、最低でもn=30は欲しいと言われています。(多ければ精度は上がりますが、さすがに100以上は多いし、負荷がかかる。)
その根拠としては、調査にかかる時間・コスト面から、また、n=30なら「さすがに少なすぎる」とは言われにくい、その他、過去の調査や他社の事例とも比較しやすいなどの理由があげられます。
以上が、工程能力調査のn数をn=30とする、おおざっぱな根拠となりますが、n数の目安についてもう少し場合分けして述べると以下のようになります。
①n数の最低限の目安
一般的には、最低限の目安としてn=30が必要とされます。これは、量産現場で工程の安定性やばらつきを把握するために最低限必要なサンプル数です。
②n数の推奨値
自動車産業などでは、初期の工程能力調査のサンプル数として100個以上が望ましいとされています。例えば、AIAGのSPCやPPAPマニュアルでは、100個(20個×5グループ、または25個×4グループ)を推奨しています 。
③小サンプルの場合のn数
量産前の試作や特殊部品などでサンプル確保が難しい場合、10個程度でも評価は可能ですが、工程能力指数の過大評価に注意が必要です。小サンプルでは信頼区間を用いた推定が推奨されます 。
【n数を決定する要素】
①工程の安定性
ばらつきが大きい工程では、より多くのサンプルが必要です。
②評価目的
・潜在能力の把握(製品開発段階):少数サンプルでも可(例:負荷前後の2点評価)。
・安定度合いの把握(量産段階):多くのサンプルが必要(n≥30)
③サンプリング方法
無作為に連続ロットから抽出することが重要です。条件の良いデータだけを選ぶと、Cpkが過大評価される可能性があります 。
以上をまとめると、工程能力調査では、量産段階では最低n=30、可能であれば100以上のサンプルが望ましいです。小サンプルの場合は、信頼区間を活用してCpkを厳しく評価するなど、過大評価を避ける工夫が必要です。評価目的や工程の特性に応じて、適切なn数を設定することが重要となります。
(参考ブログ)
https://www.pec-kumata.com/post/processcapabilityn