FP(foolproof;ポカヨケ)について
圧入工程(Press Fit)で発生する不良に対する、一般的な不良低減の進め方についてコメントします。(Press Fit Defect Reduction)
ここでの不良対象としては、作業者のスキル不足が主要因となるものは対象外とします。
(不良低減が作業者習熟度向上、つまり、スキルの向上という部分は訓練時間とともに解消していくという意味で今回は除く。)
圧入工程の工程設計上の緒言として謳われているのは下記の項目です。
①加工条件項目
圧入工程の加工条件としては、圧入力、圧入スピード、(下降端)保持時間、(加圧力カーブ)モニター、2段圧入モニタリング等
②出来映え評価項目
圧入工程の出来映え評価としては、圧入外観(変形、傷、打痕等)、圧入強度(引っ張り強度)等
ここで、不良項目対象は全数検査対象の不良項目であり、実際の流動上、不良となるものとしては、圧入モニターでNG表示されて、排出されるものがほとんどであり、下記のような内容となります。具体的な対策例と共に記述します。
●不良項目とその対策内容
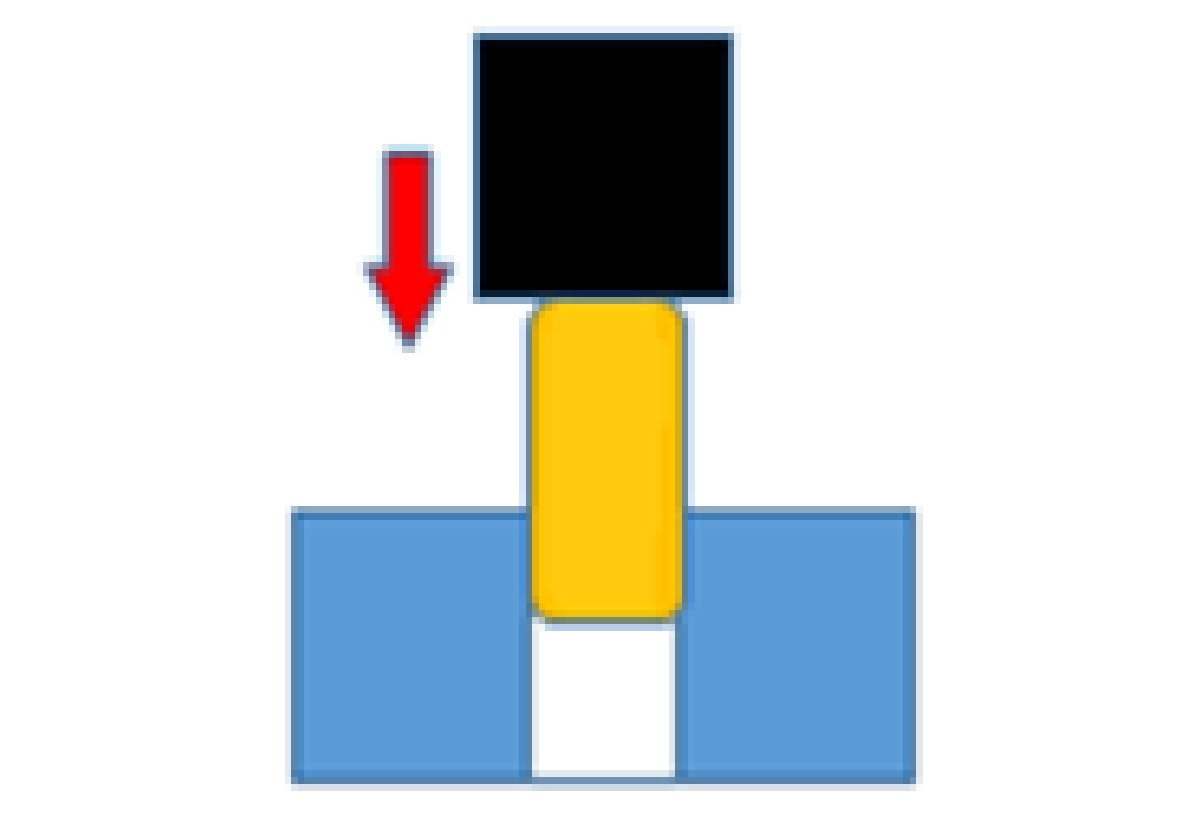
①圧入不足不良
圧入不足の現象としては、圧入下降端に到達しない不良となります。
この圧入不足の不良対策として考えられる内容としては
(1)不良発生頻度が高い場合;圧入最適条件の見直しが必要であり、圧入加圧条件等の見直しにより、圧入不足発生条件から遠ざけた最適条件を見出す必要があります。
(2)不良発生頻度が低い場合、つまり最適条件設定は問題ないが、主要因以外の何らかの原因から突発的に発生しているような場合;特性要因図等の追求から、主要因以外の原因を見出し、個別に対策を実施する必要があります。
②圧入外観不良
圧入パンチの性状(変形、傷、打痕)の確認や、パンチとワークとの位置関係の見直し等も含め、特性要因図などで洗い出し、個別に上記と同様な対策を実施する必要があります。
この圧入工程における、圧入不良低減活動に関する指導・支援がコンサルティング対象となります。
(参考ブログ)
https://www.pec-kumata.com/post/pressfitdefectreduction