モータコア積層技術について
圧入加工の目的は、金属部品(2部品)を機械的に一体化することにあります。この圧入加工のメカニズム(手順)について代表的な円柱(棒)の圧入を事例としてコメントします。
①部品セット
(穴をもつ)被圧入部品に圧入部品(棒状)を仮セットします。一般的には、口元にのぞき部分を設け、部品どうしが仮セットできる構造になっていることがのぞましいわけです。(のぞきがない場合は、圧入部品を上治具にセットし、いきなり圧入する形となり、圧入開始で座屈する等の圧入不良となる可能性を残します。)
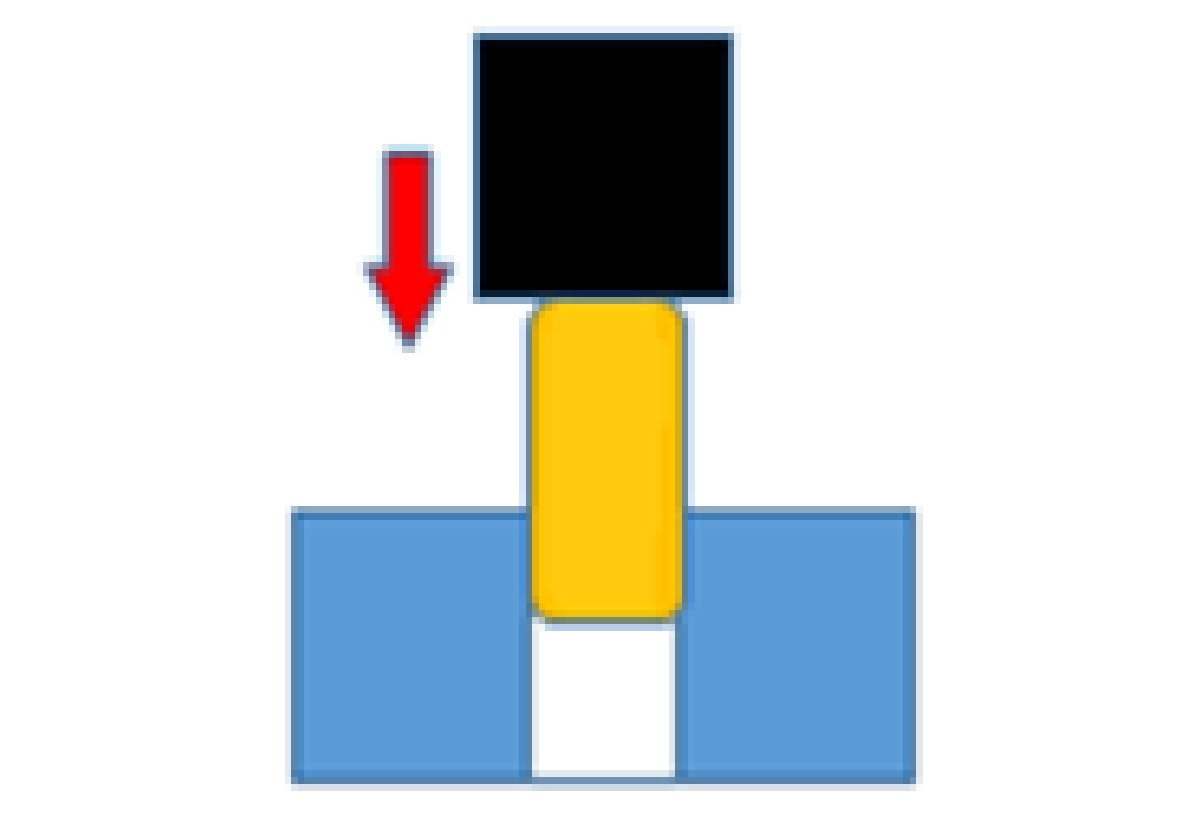
②パンチ下降・圧入
パンチ下降により、圧入を行います。一般的には、圧入時、圧入面に削れのない場合は、圧入面積(圧入部の総表面積)の増加に比例した圧入力が必要となります。圧入代については、弾性変形域内で設定されていれば、圧入力確認で ある程度の保持力の保証は可能です。(塑性変形域に達している場合、圧入力はそれほど増加ししません。)
圧入部の固定品質は抜け力の大小に依存していると考えられますが、必ずしも圧入力=抜け力ではないことを考慮しておく必要があります。(圧入部で削れが多く発生している場合はその削れの蓄積部分が抵抗力になる場合があります。(その場合、圧入力>>抜け力 となります))
③下降端保持(圧入完了)
一般的には、外部のストッパーが下降端となり、圧入が完了します。下降端到達後若干の保持時間を設けパンチを上昇させます。
上記のような圧入工程のメカニズム(手順)を考慮に入れた治具仕様、条件設定、管理点設定等が重要であると考えます。このような工程設計上の検討内容に関する指導・支援が生産技術コンサルティングの対象となります。