超音波はんだ付について
平鉸めは、鉸め加工の一種であり、(先端がフラットな形状のパンチを使用して鉸めるという最も基本的なものであるという意味で)鉸め加工を代表するものです。
今回は、この鉸めによる金属部品どうしの固定のメカニズムについてコメントします。
実際には、リベットの径、リベットの長さ、被鉸め部品の内径、板厚等の関係で鉸め時の挙動は少しずつ異なりますが、一般論として記述すると、
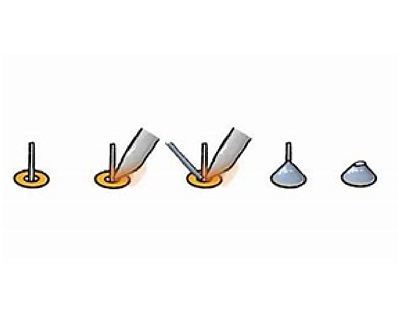
①鉸め初期
リベットの先端をパンチが加圧することにより、リベットは太鼓状に膨らみだし、さらに加圧するとリベット外径と被鉸め部品の穴との隙間を埋めるような形で接触面は広がっていく。(ある程度広がったのちは、その広がりは上方部(鉸め部)の方に移行していく。)
②鉸め中期
さらにパンチが加圧していくと、被鉸め部品(上方の)穴の口元でリベットの肉の広がりは抑えられ、鉸めの頭部分の広がりに移行されていく。(リベットの肉の広がりは、穴の部分へは行かなくなり、鉸め荷重は、鉸め頭部の変形に寄与する形になる。)
③鉸め終期
鉸めの終期では、リベットの鉸め部首下と被鉸め部品の口元部分の内部応力が固定力を確保しバランスをとるような形で終了します。鉸めは、外部ストッパー等で、パンチの下降が終了するまで鉸め変形が継続しますが、ストッパーの設定の仕方によっては、下降端まで行く前に加圧力とのバランスで鉸めが終了する場合もあります。(加圧、保持時間設定で終了;この場合のストッパーは単なる安全ストッパーとなる。)
上記のように、この鉸めは、比較的容易に条件設定を行っているように思えますが、実際にはリベットの径、リベットの長さ、被鉸め部品の内径、板厚、さらに各々の材質、加圧力の設定、外部ストッパーの設定等の条件項に対し、それぞれのバラツキを加味した形で、条件設定を行うことが重要と考えます。(鉸め部の亀裂、破断、ガタ等の重大災害を未然に防ぐという意味からも・・・)
金属部品を扱う鉸めでは、上記のような鉸めのメカニズムを考慮に入れた条件設定が特に重要であると考えます。このような工程設計上の検討内容に対する指導・支援が生産技術コンサルティングの対象となります。
(参考ブログ)
https://www.pec-kumata.com/post/staking