TIG溶接について
以前参加したJIMTOF2024で確認できた、SSW(Synchronized Stir Welding)接合についてコメントします。
FSWについては以前「FSW」でコメントしましたが、まさにそれを大きく進化させた内容のものです。
(以下の内容は京浜ラムテック(株)のHPより、抜粋しました。)
内容的にはSSWを達成するそのツールホルダ、つまり、SSW Tool Holder(同期攪拌接合ツールホルダ)にあります。
FSW専用機やFSW複合機は不要で、既存の切削加工機のATCに装着するだけで従来のFSWの特性を遥かに上回る加工が可能となるものです。
SSW Tool Holderの特長は、チルト角不要であり、且つ、従来のFSWと比較して圧倒的な「高速接合・高強度接合・低温接合」が可能となります。
SSW Tool Holderの特長を生かし、EV自動車産業から航空・宇宙産業まで様々な分野に活用されています。
★高速接合
SSWはFSWと比べ、高速領域にて約2倍の高速接合が可能です。また、接合レンジが広く接合における最適な条件出しが容易であると同時に接合部の欠陥発生率が低く、優位な設定条件範囲を得ることが出来ます。
★高い接合強度
引張強さ母材245Mpaに対してSSWは232Mpaとなり継手効率は驚異の95%を達成し、伸びも母材とほぼ同等で、通常のFSWと比べより高い強度を得ることが出来ます。
★低温接合可能
FSWは接合温度約300℃を下回ると入熱不足による内部欠陥が発生し始め、約200℃付近でツールが破損します。一方、SSWは約150℃付近でも欠陥が発生することなく良好な接合面です。
このことによりFSWは融点(660℃)の半分程度以上の温度が必要ですが、SSWでは低温領域での良質な接合が可能です。
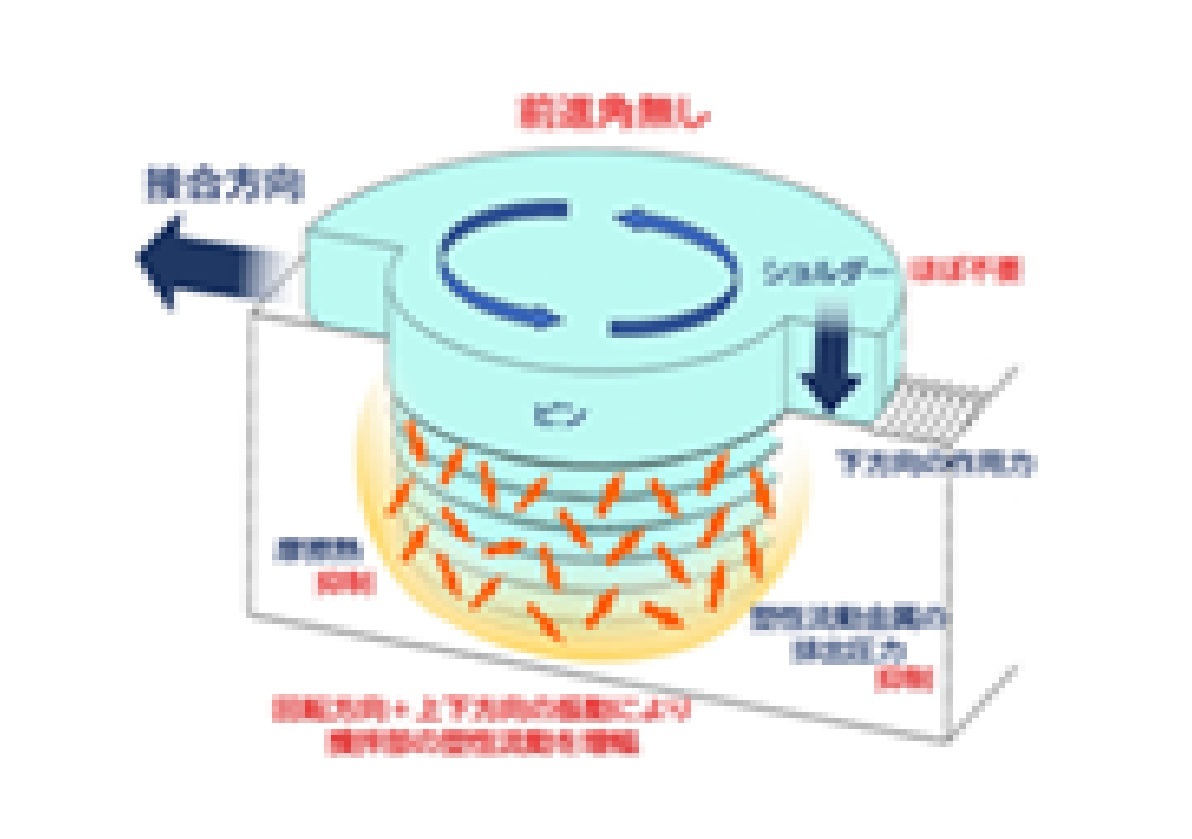
●接合原理
この原理(同期攪拌接合:Synchronized Stir Welding)は、チルト角不要で、かつ、複雑な主軸機構を必要としなくても、主軸にかかる負荷や振動、接合中の温度、ショルダー径を最小限にとどめ、接合条件の幅が広く、接合欠陥のない、高強度な接合が可能です。接合ツール先端は、ツール回転方向、垂直方向双方に“マイクロ波を伴う駆動”をします。
被接合材料が要求する動きに対し、その材料が求める攪拌されるべき「方向」、「スピード」に受動的に同期し、スムーズに攪拌する事でこれまでの概念を超える接合を行います。
(参考ブログ)
https://www.pec-kumata.com/post/synchronizedstirwelding