LCRメータについて
製造業における切削加工、成形加工(樹脂成形含む)の加工精度を表す指標に表面粗さ(Surface Roughness)があります。今回はこの表面粗さについて簡単にコメントしたいと思います。
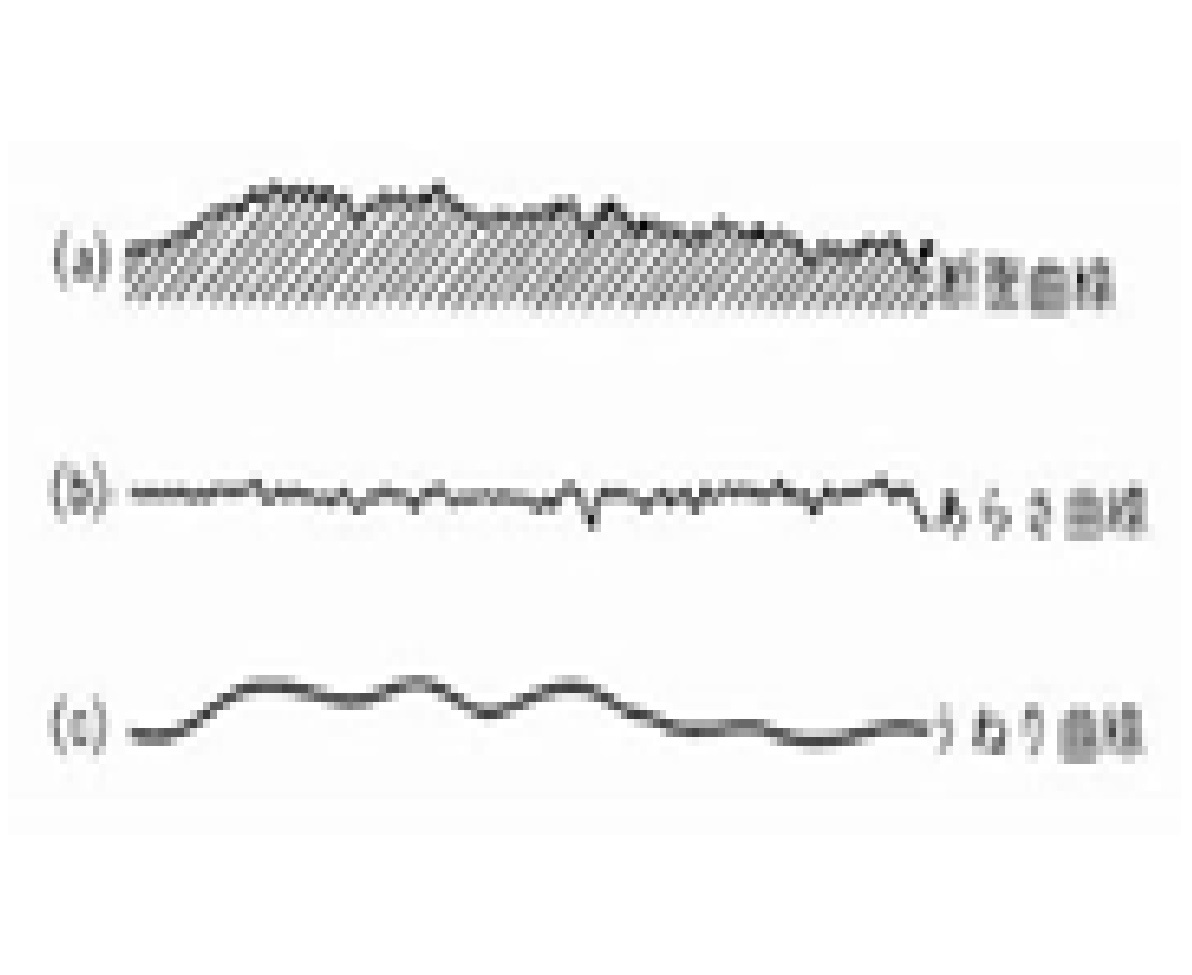
加工品、成形品などの表面は、高さ、深さ、間隔の異なる山、谷が連続した複雑な起伏を成しています。このような連続する起伏で、微小なものを表面粗さ、大きなものをうねりと呼んでいます。
表面粗さとは、加工したワークの表面の粗さを評価するための指標であり、表面の状態をいいます。機械加工で加工された平面は細かい山や谷によって作られていますが、それらをまとめて表面性状といい、数値で表したものを表面粗さといいます。表面粗さの数値が小さいほど、山や谷が低くなめらかな面となります。これらは、Ra(算術平均粗さ)、Rz(最大高さ粗さ)、RzJIS(十点平均粗さ)などで表現されます。材質やその加工方法によって表面粗さの数値は大まかに予想でき、生産技術者はこれらを意識しなければなりません。
表面粗さの単位としては、図面においては、ミリメートル(mm)が使われることが多いですが、一般に表面粗さの単位は、マイクロメートル(μm)を用います。ここで、1μmは1/1000mmです。
表面粗さの記号は一般的には、三角記号(旧JIS)あるいは表面性状のパラメータ(RaやRz)などを記入し、その後に数値を入れます。Ra25であれば、長さ方向に対して凸凹の平均値が25μmとなります。
代表的な表面粗さの指標について簡単に述べると・・
①Raは、算術平均粗さといい、指定された長さにおける凹凸の差を平均して示した数値です。もっとも一般的に使用される指標で、平均値をとるために突発的に発生したキズなどの影響が小さくなります。
②Rzは最大高さ粗さといい、指定された長さにおいて最も低い凹部分ともっとも高い凸の部分の差をとる方法です。1カ所のキズがあっても問題となる場合には、この方法がとられます。
③RzJIS規格とは、10点平均粗さをいい、指定された長さにおいてもっとも低い凹から5番目までと最も高い凸から5番目までの計10カ所の平均をとる方法です。
表面粗さは加工方法によって大まかに決まっており、特に、生産技術者はその加工におけるおおよその粗さを理解しておく必要があります。
(参考ブログ)
https://www.pec-kumata.com/post/surfaceroughness