鍛造加工について
板金加工は比較的薄い板状の金属材料に人や機械が金型等を介して力を加え、固体の金属を変形させて目的の形状に加工する技術です。
板金加工は、大きく分けて建築板金と工場板金に分けられ、建築板金には内外装板金やダクト板金、工場板金には打ち出し板金や曲げ板金、機械板金などがあります。
製造業における生産技術(生産ライン対応の工程設計業務)に関係するものとしては、主に工場板金となります。(建設板金でのダクト板金は局所排気ダクト等、環境改善分野で関連はありますが・・・)
ここでは、工場板金の中でも機械板金加工、及び、板金加工における接合方法に限定してコメントします。
(1)機械板金加工
①プレス加工;プレス加工で述べたプレス加工の内容に順ずる。
(プレス加工として主に金属の板材から製品を作る工程のうち剪断力を利用して金属材料を切るせん断加工(抜き加工)、金属材料を塑性変形域まで進めて永久変形させる成形加工(曲げ、フランジ、絞り等)についてのコメント)
②動力シャーによる切断加工;金属板の直線切断を目的としたもので、下刃(直刃;機械本体固定)に、下刃とわずかなクリアランスを保つ上刃を一定角度で下降させるシャーによる切断加工である。
③レーザーによる切断加工;レーザー熱源(特にCO2レーザー)による高速度で高精度な切断が可能となり、アシストガス(空気、窒素等)により、より切断性が高まる。
④パンチプレスによる抜き加工、成形加工;タレットパンチプレス方式では、金型自動交換による連続的な切断・成形加工が可能となり、複雑な形状のブランク材に仕上げます。
⑤ブレーキプレスによる曲げ加工;金属板を一定角度で直線的に曲げる加工に利用するものであり、ベンダと呼ばれることもある。
(2)板金加工における接合方法
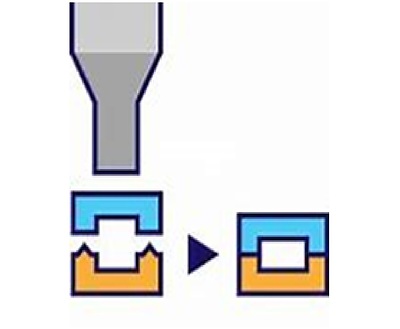
①機械的接合(リベット接合、ボルト接合等);一般的なリベット接合、ボルトナット接合に対し、穴加工・ネジ加工等の工数を省いたクリンチングスポット接合、ピアッシングリベット接合(リベット材使用)などもある。
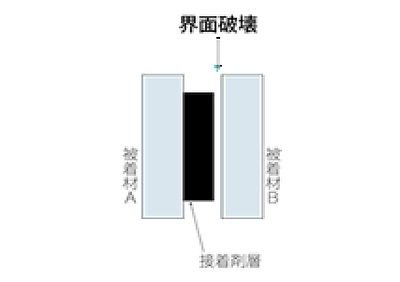
②接着剤接合;用途(接着強度、気密性)に応じ、又、加熱硬化、常温硬化(2液混合)等の硬化方法、機械接合の補助目的等を考慮し、選択的に使用する。
③冶金的接合;
●アーク溶接;TIG溶接、MIG溶接、MAG溶接で述べた溶接の内容に順ずる。
●レーザー溶接;CO2レーザー(気体レーザー)、YAG(イットリウム・アルミニウム・ガーネットの鉱石を媒質とする)レーザー(固体レーザー)等を熱源とする溶接
●スポット溶接;溶接加工で述べた溶接の内容に順ずる。
●ろう接;軟ろう、銀ろう、黄銅ろう等を一般的にはガス炎を使用したトーチろう付け等で行う。
以上、板金加工は、様々な、加工法をたくみに利用する分野であり、対象製品の要求仕様、保有機械、保有技術、スキルに応じた工程検討が必要となります。