超音波洗浄
洗浄工程について(1)では、製品・部品として要求される清浄度に対応するための洗浄工程について述べましたが、もっと広く洗浄工程を検討するならば、部品加工~ SubAssy加工~ Assy組立の全工程で、常に次工程に送る前に次工程以降に影響のない清浄度にしておく必要性があることから、すべての工程において最適な洗浄方法が検討される必要があり、つまり、洗浄という処理工程は最もひろく(加工工程すべてに対して)検討すべき工程であると言うことができます。
洗浄対象となる汚れは、主に粒子状の汚れ、有機物汚れ、無機物の汚れに分類されますが、実際の汚れはそれらの複合であることが多く、その性状を理解することが洗浄方法の見極めに役に立つことになります。
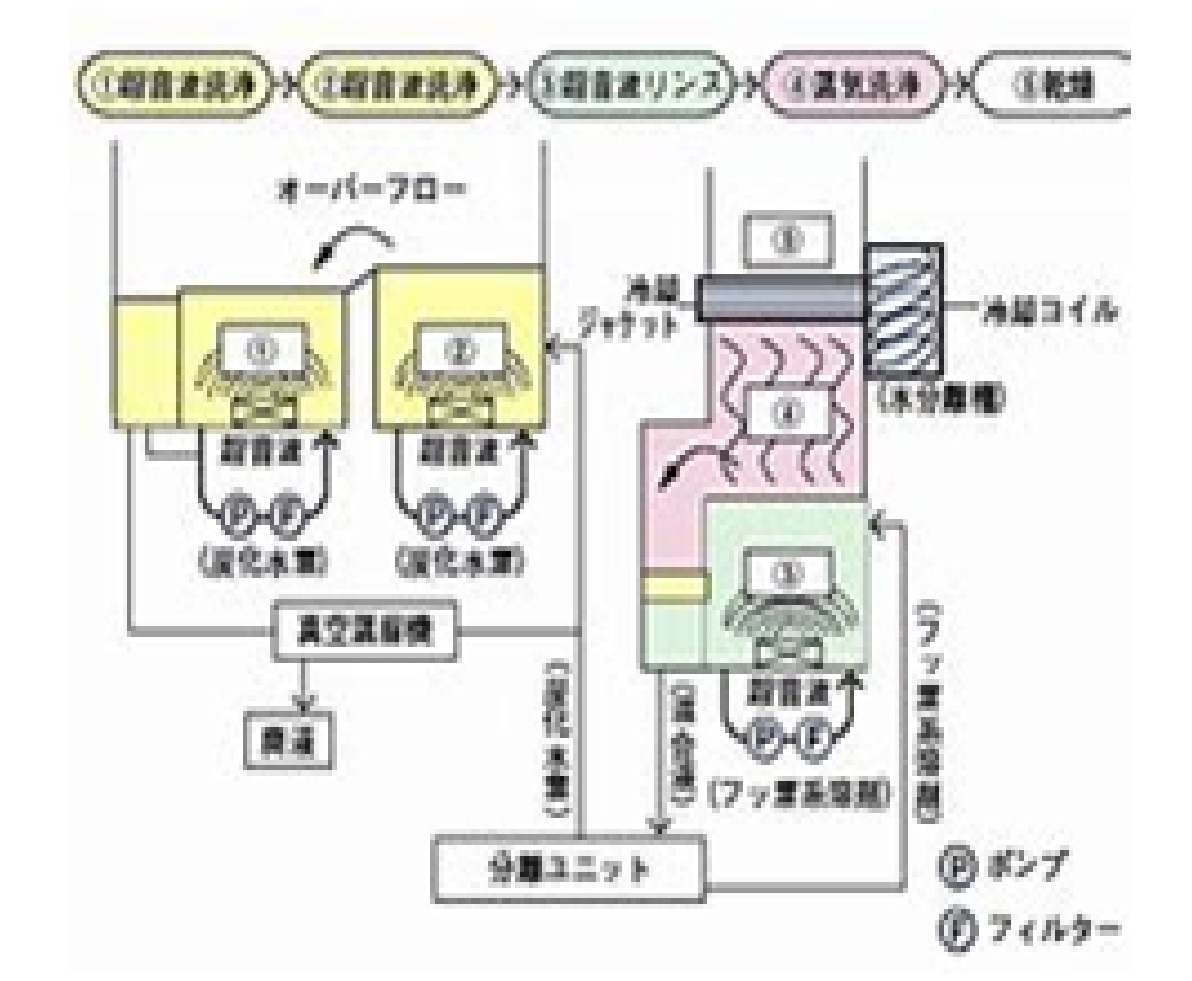
洗浄方法としては、洗浄する媒体をどうするか(エアー、水系洗剤(アルカリ等)、非水系洗剤(炭化水素等)、フッ素系洗剤、機能水等)、洗浄するしくみはどうするか(洗浄する物理力として;超音波、噴射、揺動、回転、振動、脱気、減圧、バブリング等)、その後処理はどうするか(すすぎ、乾燥等) 等を考慮に入れる必要があります。
一般的には(後処理がいらないという意味で)最も簡単なものとして、粒子状、繊維状の塵埃のみの汚れの場合は、エアーブロー洗浄(場合によっては静電除去エアーブロー)が有効ですが、エアーによりまき散らされた塵埃の捕集方法も考慮に入れる必要があります。
(加工環境を悪化させて、製品・部品に再付着させては元も子もないため・・)
切削加工、プレス加工等の加工油の除去としては、炭化水素系洗浄剤による洗浄が適しているといえます。又、洗浄力を期待する場合は何といってもキャビテーション現象を利用した超音波洗浄が主役となります。
一方、これらの洗浄における効果確認をどう行うかも重要な工程設計要素となりますが、洗浄物の清浄度評価方法にも定性評価~定量評価まで様々であり、その評価方法の選定、及び、実際に想定される異物に対して、適正な洗浄が行われているかの判断については、加工工程での環境、加工工程での発生異物性状等も考慮に入れた検討が必要となります。
(単純に、洗浄物の清浄度確認のみでは、対象工程の洗浄能力の評価として妥当であるとは言えないという意味で・)
これらの洗浄工程における、洗浄体系も含めた洗浄方法の選定 及び 洗浄能力評価方法等についての支援・指導が、生産技術コンサルティング対象となります。
(参考ブログ)
https://www.pec-kumata.com/post/cleaning2