
これからの品質管理はデータ活用・デジタル化の進展など、急激な環境変化に対応できるか?
第3章 製造工程を客観的真実の情報源とする
設計が品質の「意図」を定めるものならば、製造工程は品質の「現実」を決定づける。この章では、生産プロセスそのものから得られるデータを活用し、QAネットワークを情報に基づいて検証し、強化する方法について解説する。
--------------------------------------------------------------------------------
★技術支援・若手教育支援
★オンラインセミナー
★技術マニュアル
--------------------------------------------------------------------------------
<関連記事>
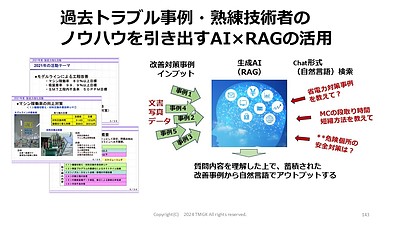
★「QAネットワーク」と過去トラブル情報の「知識(ナレッジ)化
★(1)トヨタ式QAネットワーク:情報駆動型フレームワーク構築
★(2)顧客の声を品質保証の設計図とする
★(3)開発におけるプロアクティブなリスク低減
★(4)製造工程を客観的真実の情報源とする
★(5)変更管理とサプライヤー品質
工程故障モード影響解析 (PFMEA)
工程FMEA(Process FMEA)は、DFMEAとは焦点が異なる。たとえ設計が完璧であっても、製造・組立プロセス自体が失敗し、不適合品を生み出す可能性がある。PFMEAは、この製造工程に潜むリスクを分析する手法である 。分析の対象は、設備(Machine)、人(Man)、材料(Material)、方法(Method)、計測(Measurement)といった、いわゆる「4M+1E」に関連するあらゆる潜在的失敗モードである。
PFMEAは、工程内管理項目を決定するための主要な情報源となる。PFMEAで特定された高RPN項目は、ポカヨケ(誤り防止)装置の導入、自動検査システムの設置、あるいは特定の作業者による確認工程の追加といった具体的な管理策に直結する。これらの管理策はすべて、QAネットワーク上に文書化され、その有効性がスコア化される 。
統計的工程管理 (SPC) と工程能力
ある工程が仕様を満たせると「仮定」するだけでは、品質保証とは言えない。統計的工程管理(Statistical Process Control: SPC)は、その仮定が真実であるという統計的な証拠を提供する 。
SPCの中心的なツールである管理図(例:Xbar-R管理図)は、工程の安定性を時系列で監視し、異常な変動をリアルタイムで検出するために用いられる。管理限界線を超える点や特定のパターン(連)の出現は、工程に何らかの異常原因が存在することを示唆する。安定した工程は予測可能な工程であり、これは品質保証の絶対的な前提条件である 。
さらに、工程能力指数(Cpk)は、工程のアウトプットのばらつきが、製品の仕様(規格)幅に対してどれだけ余裕を持って収まっているかを定量的に示す指標である 。
Cp は工程のばらつきそのものの大きさを示し、Cpkは平均値の偏りも考慮した実質的な工程能力を示す。自動車業界などで要求されるCpk値1.67といった目標値は、その工程が非常に高い確率(PPMレベル)で規格内の製品を生産できる能力を持つことを意味する。
この定量的なデータは、QAネットワークにおける「発生防止」のスコアを決定する上で、極めて客観的で強力な根拠となる。高いCpk値が実証されている工程は、それ自体が強力な品質保証なのである。
SPCと工程能力指数は、QAネットワークに客観的な定量性をもたらす。これらのデータがなければ、「発生防止」の評価は担当者の主観的な判断や希望的観測に依存してしまう。しかし、統計的データに基づけば、その評価は統計的確率に基づいた客観的な表明となる。
例えば、ある重要寸法を加工する工程のCpkが1.67以上であることが検証されていれば、その工程が不具合を「発生」させる可能性は極めて低いと判断でき、QAネットワーク上で高い発生防止点を与えることができる。これにより、QAネットワークは定性的なチェックリストから、統計的現実に根ざした定量的なリスク評価ツールへと進化する。
また、PFMEAとSPCは、継続的改善サイクルにおける診断ペアとして機能する。PFMEAが工程の失敗が「起こりうる」箇所を予測するのに対し、SPCデータは失敗や不安定性が「実際に起きている」箇所をリアルタイムで示す。例えば、PFMEAで「作業者による機械速度の設定ミス」が潜在的な故障原因として挙げられたとする 。
その後、その工程で管理されている重要特性のSPC管理図に管理限界外れや不安定なパターンが現れた場合 、それはPFMEAで予測されたリスクが現実化したことを示唆する。このSPCからのアラートは、PFMEAで推奨されていた対策(例:速度設定の自動化、作業標準書への確認ステップ追加)を即座に実施する強力な動機となる。
そして、新たに追加された管理策はQAネットワークに記録され、その後のSPC管理図によって対策が工程を安定させる上で有効であったかが検証される。このようにして、予測、検出、対策、検証というクローズドループが形成されるのである。