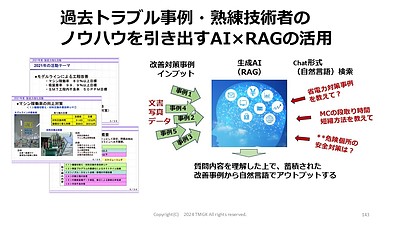

なぜ私は 濱田式AI品質スタンダード「熟練の暗黙知を、全員が使える武器に」 という言葉に辿り着いたのか
主な支援実績・改善事例
当社のこだわり! 一緒に悩み考える、問題解決請負業に徹します。
★今すぐ問い合わせる<こちらから>
*************************************************************
1.不良流出ゼロ達成でお客様の信頼を勝ち取った!
中国 SMT基板組み立て工場の品質改善、出荷検査ラインの設定
■ 時期 2006年~2007年
■ 改善要望 顧客流出クレーム多発、不良の流出防止対策
■ 問題点 作業ミス多発、検査漏れの問題判明
■ 解決方向 作業者教育認定制度創設、出荷検査ライン新設
■ 導入手法 正しいFTA分析/正しいなぜなぜ分析/体系的4M変更管理/信賞必罰制度
お客様の声
不良が激減したため、納入先より大変喜ばれ、信頼を取り戻すことが
できました。大変感謝しております。
*************************************************************
2.多品種小ロット生産工場のリードタイム短縮1/2達成!
受注設計型製品の空調設備製造工場の生産ライン改善

■ 時期 2013年1月~6月
■ 改善要望 生産ライン効率化 リードターム短縮化
■ 問題点 生産計画、進捗、不良内容が可視化されていない、問題が潜在化
■ 解決方向 生産ラインの流れ明確化、見える化、5S改善、キーマン教育
■ 導入手法 体系的4M変更管理、5S3定改善、見える管理、レイアウト改善
お客様の声
日本式の品質管理手法を習得できました。これをきっかけに社員の意識が
変化し、率先して改善を行うようになりました。
*************************************************************
3.セル生産方式導入により生産性30%アップ!
韓国 大型電子装置組立工場の生産ライン改善
■ 時期 2014年6月~継続中
■ 改善要望 生産量増加に伴い管理体制強化、組立ラインの効率化、在庫削減を図る
■ 問題点 仕掛在庫が多い、リードタイム長い、改善活動は停滞
■ 解決方向 全社改善プロジェクト結成、組み立てラインのセル化推進、キーマン教育
■ 導入手法 正しいプロジェクト改善活動、セル生産方式、多能工化、見える管理
お客様の声
フロアーの生産性は向上しました。これを工場全体に広げていきたいです。
セル生産方式の効果を実感しました。
*************************************************************
4.開発設計工程の効率化、設計生産性30%アップ!
中国 農業機械設計、製造工場の設計工程改善
■ 時期 2012年~1013年
■ 改善要望 設計業務の効率化を図りたい、製品の一個流し生産を実現したい
■ 問題点 設計業務の流れ、役割が不明確、設計者の経験・知識不足、
■ 解決方向 組織の役割の明確化、設計ドキュメント作成、管理方法明確化
■ 導入手法 正しい設計FMEA/設計工程管理、ドキュメント管理、試作評価手法
お客様の声
設計管理のしくみ、設計工程が確立しておらず、一から指導して
頂き、大変ありがとうございました。
*************************************************************
5.売れるしくみ構築で新製品の販売額15%アップ
香川県 精米工場の生産効率化、間接業務改善、売れる仕組み構築
■ 時期 2014年8月~2017年2月
■ 改善要望 利益体質への転換、組織の見直し、業務マニュアルの体系整備
■ 問題点 限りある人材の有効活用、市場縮小の中、米を扱った新商品開発の
困難さ
■ 解決方向 営業部門組織の役割の明確化、5S改善活動、業務フロー作成
キーマン教育
■ 導入手法 小規模企業向け品質マネジメントシステム、正しい改善活動、
組織化・組織図、業務フロー
お客様の声
職場が大変きれいになり、働きやすくなりました
社員が増えても、昔ながらの個人商店の風土が抜けきらず非効率な仕事のやり方
になっていました。今回のご指導により管理のしくみが構築でき、仕事がやり易
くなりました。
*************************************************************
6.モノと情報の流れを改善、仕掛在庫の削減・リードタイム短縮
群馬県 プレス工場の生産性10%向上、リードタイム半減化
■ 時期 2019年7月~2020年4月
■ 改善要望 生産性向上により赤字経営からの脱却したい
■ 問題点 プレス工程~溶接工程までの複数工程間に仕掛在庫が滞留している
■ 解決方向 ネック工程基準の生産計画と進捗管理方式を採用、作業のムダ取り
キーマン教育
■ 導入手法 トヨタ生産方式の7つのムダ削減、TOC理論による生産管理方式
お客様の声
機種が多いため、それぞれのラインで、同様の対策を継続的に
実施し、相乗効果で赤字脱却を図りたいと思います。
*************************************************************
7.成形工場 協業ロボット導入支援(補助金申請)
群馬県 プラスチック成型工場の生産性向上、リードタイム短縮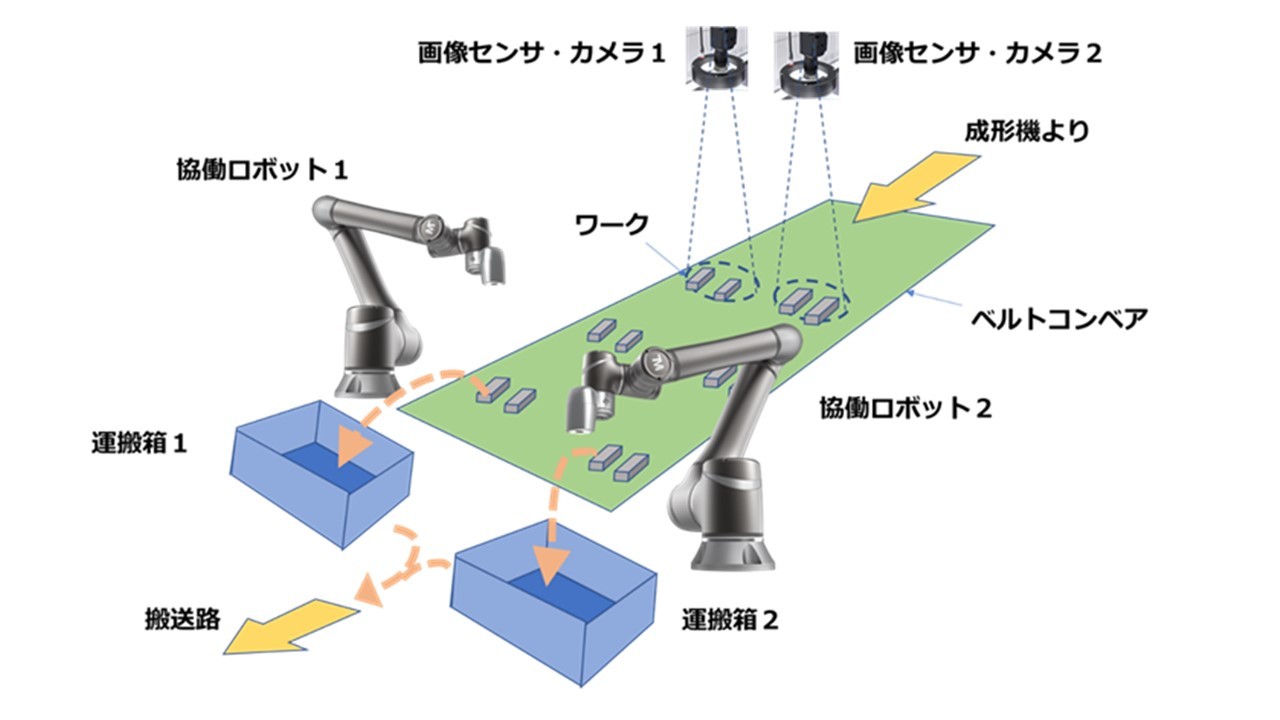
■ 時期 2020年5月~8月
■ 改善要望 ロボット導入による省人化
■ 問題点 多品種小ロット生産工場のロボット導入可否の判定
■ 解決方向 費用対効果検討中(多品種に対応するロボット動作の標準化)
■ 導入手法 標準化
お客様の声
導入手法検討中でありコメントできません。
*************************************************************
8.業務の流れ図による見える化と業務手順書作成と運用
千葉県の機械設計製造メーカーの業務改善(ミスの低減と業務効率化)
■ 時期 2020年8月~11月
■ 改善要望 業務の標準化と作業ミス低減
■ 問題点 老舗企業の古い慣習からの脱皮が困難
■ 解決方向 中堅社員のグループディスカッションによる業務の見える化
■ 導入手法 モノと情報の流れ図、業務チェックリスト作成運用手順確立
お客様の声
普段実施されていなかったグループによる業務改善活動を重ねることに
よって、今まで個人スキルで行っていた業務を見直すことができた。
*************************************************************
9.メッキ工程の黒字化(作業効率化、リードタイム短縮による赤字解消)
千葉県のメッキメーカーの業務改善
■ 時期 2021年11月~2022年2月
■ 改善要望 非効率な多品種小ロットメッキラインの生産性向上
■ 問題点 ベテラン社員の古い体質からの脱皮が困難、若手社員の伸び悩み
■ 解決方向 ベテラン・若手社員のグループディスカッション、意識改革
■ 導入手法 モノと情報の流れ図、トヨタ式ムダ取り
お客様の声
グループによる業務改善活動を重ね、社員の改善に対する意識改革の
きっかけが得られた。若手社員による積極的な行動を期待したい
*************************************************************
10.新工場建設、新規環境機器設計開発に伴う量産化の検討
栃木県の大手自動車会社の新規事業計画
■ 時期 2023年10月~2024年2月
■ 改善要望 新規生産ライン構築、設備導入検討
■ 問題点 初期費用、ランニングコスト、必要人員の算出、設備の選定
■ 解決方向 製品図面より、作業工程・生産ラインの方式の検討を行った
■ 導入手法 企画書作成納入
お客様の声
図面だけの情報で、複雑な製造ライン、設備の検討をして頂き大変助かりました。
また、次のステップでの支援を期待しておりますので、よろしくお願い致します。