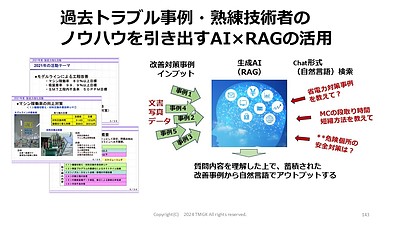

過去不具合情報を「ナレッジ化」、水平展開するにはどうすれば良いか?生成AIを活用した事例
部品工場において工作機械による部品加工の課題として、加工寸法精度向上があげられ
ます。
この記事では、エンドミルで自動車部品を加工する際に、加工条件(工具の切削速度、
切削量、送り速度)などによって、寸法精度にばらつきが出るため、加工テストを行い
回帰分析、相関分析、実験計画法などをうまく使って統計的に最適な切削条件を求める
ステップを下記に示します。
また模擬測定データを使った、ヒストグラム作成、t検定、相関分析、回帰分析を行う
手順についても解説します。<詳しくはこちら>
今後の仕事に差がつく!若手人材スキルアップセミナー
★次世代を担う若手リーダースキルアップセミナー
現場で使えるProマニュアル
★製造工程におけるバラツキの管理と統計解析手法
1.問題の定義と目標の設定
加工による寸法精度のばらつきを減らすことを目標とします。
切削速度、切削量、送り速度の設定範囲を決定します。
元データを取得する場合、最初に、何を確認したいのかを明確にして、解析手法の種類、
順番を決めないと効率が悪く、データ解析を効率的に進めるためには、最初に明確な目的
と解析手法の選択が重要です。
以下の手順を参考に、データ解析の順序と目的の明確化を行うことをおすすめします。
①問題の定義と目標の設定:加工による寸法精度のばらつきの問題を定義し、具体的な目標
を設定します。例えば、加工条件の最適化や寸法の安定化など。
②データ収集計画の立案:必要なデータを収集するための計画を立てます。データ収集の
方法、サンプル数、測定手法などを決定します。
③データ収集と整理:データ収集計画に基づいてデータを収集し、整理します。測定値や
パラメータ設定などのデータを記録します。
④データの可視化と基本統計量の確認:収集したデータを可視化し、基本統計量(平均、
標準偏差、相関係数など)を計算してデータの傾向やばらつきを確認します。
⑤解手法の選択:問題の性質や目標に応じて適切な解析手法を選択します。例えば、相関
関係の評価には相関分析、要因の影響評価には回帰分析や分散分析、最適化には実験計画
法などが一般的に使用されます。
⑥解析と結果の評価:選択した解析手法を実施し、結果を評価します。目標の達成度やパラ
メータの影響の有無を確認し、適切な対策や改善策を検討します。
このように手順を明確化し、目的に合わせた解析手法の選択を行うことで、データ解析の
効率が向上し、問題解決に役立てることができます。
2.加工テストの実施
切削速度、切削量、送り速度などのパラメータを変化させながら加工テストを行います。
テストでは、複数の試料を加工し、各試料の寸法を測定します。
寸法精度のばらつきを減らすためには、適切なパラメータの設定範囲を定める必要が
あります。過去の知識や経験、技術的な要素などを考慮して、切削速度、切削量、送り
速度などのパラメータの設定範囲を決定します。これは、テスト時に変化させるパラメ
ータの範囲を指定するための基準となります。
加工テストを実施する際のパラメータの変化方法は、実験の目的や設定によって異なる
場合があります。以下に一般的なアプローチを示しますが、具体的な設定は実際の状況
に応じて調整する必要があります。
一般的なアプローチは、2つのパラメータを固定し、残りの1つのパラメータを変化させ
る方法です。これにより、各パラメータが寸法精度に与える影響を個別に評価することが
できます。
(1)パラメータの組み合わせ決定
例えば、切削速度と切削量を固定し、送り速度を変化させる場合、以下のようなテスト
パラメータの組み合わせを考えることができます。
切削速度: 固定値 (例: 100 m/min)
切削量: 固定値 (例: 0.1 mm)
送り速度: 変化させる (例: 10, 20, 30 mm/min)
この場合、送り速度を変化させながら複数の試料を加工し、各試料の寸法を測定します。
これにより、送り速度が寸法精度に与える影響を評価することができます。
同様に、他のパラメータを変化させる場合も同様にテストを実施します。それぞれの
パラメータに対して、複数の値を設定し、寸法データを収集して分析します。
このような実験設計によって、各パラメータの影響を個別に評価し、最適な切削条件を
特定することができます。
一般的なアプローチとして、各パラメータごとに複数のデータを収集し、平均値や標準
偏差などの統計的な指標を求めることが一般的です。これにより、データのばらつきや
パラメータの効果を評価することができます。
(2)試料の作成
決定したパラメータの設定範囲内で、複数の試料を加工します。各試料は異なるパラメー
タの組み合わせで加工されます。加工テストでは、予め定められた加工条件で加工を行い
試料の寸法を測定します。
①各パラメータの値を設定し、複数の試料を加工します。例えば、送り速度を変化させる
場合、10 mm/min、20 mm/min、30 mm/minの3つの値でそれぞれ10個の試料を
加工します。
②各試料の寸法データを収集します。これには寸法測定器を使用して試料の寸法を測定
します。各試料について寸法データを取得します。
③収集したデータから、各パラメータの影響を評価するために統計的な指標を求めます。
これには平均値、標準偏差、範囲などが一般的に使用されます。
平均値: 各パラメータの値に対して測定した寸法データの平均値を求めます。これに
より、各パラメータの平均的な影響を評価することができます。
標準偏差: 各パラメータの値に対して測定した寸法データの標準偏差を求めます。
これにより、データのばらつきやパラメータの効果の大きさを評価することができます。
得られた統計的な指標を比較し、各パラメータの寸法精度への影響を評価します。平均値
の比較や標準偏差の比較により、どのパラメータが寸法精度に最も影響を与えるかを判断
します。
3.データ収集と整理
加工テストで得られたデータを収集し、各試料の寸法データを整理します。
切削条件と寸法データの対応関係を確認します。
つまり、どの試料がどのパラメータの設定で加工されたかを記録します。
このように加工テストを実施し、データを収集・整理することで、切削条件と寸法データ
の対応関係を確認できます。この情報は、後続の統計分析(相関分析や回帰分析など)
や実験計画法の適用に役立ちます。また、寸法データの分析を通じて、問題の定義と
目標である寸法精度のばらつきの削減に向けた具体的な課題や改善策の特定にも役立つ
でしょう。
4.t検定の実施
加工テストの結果において、異なるパラメータ設定のデータ間で有意差があるかどうか
を判断するために、t検定を実施します。
t検定は、2つのグループ間の平均値の差を比較し、その差が統計的に有意かどうかを評価
するために使用されます。加工テストにおいて、異なるパラメータ設定で得られたデータ
の平均値を比較することで、パラメータ間の有意差を検証することができます。
以下の手順でt検定を実施します。
①対象となるパラメータの異なる設定によるデータを収集します。
例えば、切削速度が異なる2つのグループのデータを収集します。
②収集したデータの平均値や標準偏差などの統計量を計算します。
③t検定の仮説を設定します。例えば、「切削速度Aと切削速度Bの間には有意差がある」
という仮説を立てます。
④t検定を実施し、仮説を検証します。t検定の結果に基づいて、パラメータ間の有意差が
あるかどうかを判断します。統計的に有意な差がある場合、異なるパラメータ設定間
で加工精度に差があると結論付けることができます。
t検定を使用することで、異なるパラメータ設定のデータ間に統計的な有意差があるか
どうかを確認することができます。有意差がある場合、寸法への影響を評価し、最適な
パラメータ設定を決定するための情報を得ることができます。ただし、t検定を適切に
実施するためには、データの正規性や等分散性などの前提条件を満たしているか確認
する必要があります。
5.分散分析
また、例えば切削量を固定し、切削速度と送り速度の2つのパラメータを変化させた場合
には2元配置分散分析が必要となり、その場合交互作用の影響も確認できます。
2元配置分散分析は、2つの要因(この場合は切削速度と送り速度)が寸法データに与える
影響を評価するために使用されます。また、2元配置分散分析は交互作用(パラメータ
同士の相互作用)の影響も評価できるため、各要因の単独の影響と交互作用の影響を同時
に考慮することが可能です。
この場合は、切削量を固定し、切削速度と送り速度の設定範囲を決定します。複数の
試料を用意し、異なる切削速度と送り速度の組み合わせで加工テストを実施します。
加工テストによって得られた寸法データを収集し、2元配置分散分析を実施します。
分散分析では、主効果(切削速度の影響、送り速度の影響)と交互作用の影響を評価
します。
分散分析の結果に基づき、各要因の影響の有無や相対的な重要度を評価します。また、
交互作用の影響がある場合は、それを考慮した最適なパラメータ設定の推奨も可能です。
2元配置分散分析は、複数の要因が寸法データに与える影響を統計的に評価するために
有効な手法です。交互作用の影響を確認できるため、要因間の相互作用を考慮した最適
なパラメータ設定を見つけることができます。
分散分析を行う場合には、パラメータを細かく変化させないといけないかというと必ず
しもパラメータを細かく変化させる必要性はありません。実際には、パラメータの設定
範囲をある程度広く設定し、その範囲内で適度な間隔でパラメータ値を選択することが
一般的です。
分散分析の目的は、異なるグループ間(条件や要因の組み合わせ)の平均値の比較と、
それに伴うばらつきの評価です。重要なのは、条件や要因の組み合わせの影響を把握
することであり、そのためにパラメータを幅広くカバーすることが重要です。
ただし、設定範囲や間隔を適切に決定する必要があります。範囲が狭すぎると、条件
や要因の影響を十分に評価できず、範囲が広すぎるとデータ収集や解析の負荷が増える
可能性があります。
バランスを取りながらパラメータの設定を行い、十分なデータ収集ができるようにする
ことが重要です。
例えば、送り速度を変化させる場合、10 mm/min、20 mm/min、30 mm/minの3つ
の値でそれぞれ10個のデータを取り、散布図を作成します。
①データ収集:それぞれの送り速度(10 mm/min、20 mm/min、30 mm/min)で
10個の試料を加工し、寸法データを収集します。
②散布図の作成:収集したデータを使用して、送り速度と寸法の関係を表す散布図を作成
します。横軸に送り速度を、縦軸に寸法を配置し、各試料のデータポイントをプロット
します。
③パターンの確認:散布図を観察して、送り速度と寸法の間にどのようなパターンや傾向
が見られるかを確認します。特定の送り速度に対して寸法が安定しているか、または変動
しているかを確認します。
④相関関係の評価:散布図から送り速度と寸法の間の相関関係を評価することができます。
相関関係が強ければ、送り速度が寸法に与える影響が大きいことを示すことができます。
散布図の作成により、送り速度と寸法の関係を視覚的に理解し、相関関係の有無を確認
することができます。また、異なる送り速度に対する寸法のばらつきを比較することも
できます。これにより、送り速度が寸法精度に与える影響を把握し、適切な改善策や最適
な送り速度の設定を行うための情報を得ることができます。
また、分散分析では、パラメータの値だけでなく、その組み合わせ(交互作用)の影響も
評価することができます。したがって、異なる組み合わせの条件を含めることで、より
包括的な分析結果を得ることができます。
総括すると、分散分析を行う際には、パラメータの設定範囲を広くカバーし、異なる組み
合わせの条件も考慮しながらデータ収集を行うことが重要です。それにより、条件や要因
の影響を適切に評価し、寸法のばらつきの原因を明確化することができます。
6.相関分析の実施
切削速度、切削量、送り速度と寸法データの相関関係を調査します。
相関係数や散布図を用いて、パラメータと寸法の関係性を評価します。
どのパラメータが寸法に最も影響を与えるかを把握します。
相関分析では、相関係数が1または-1に最も近いパラメータが寸法に影響していると
判断できます。
相関分析において、相関係数は2つの変数間の関係の強さと方向を評価する指標です。
相関係数は-1から1までの範囲の値を取ります。
相関係数が1に近い場合、正の相関があります。つまり、一方の変数が増加するともう
一方の変数も増加する傾向があります。
相関係数が-1に近い場合、負の相関があります。つまり、一方の変数が増加するともう
一方の変数は減少する傾向があります。
一方、相関係数が0に近い場合、変数間にはほとんど相関がないと言えます。
相関係数が1または-1に最も近いパラメータが、寸法に影響している可能性があります
が、単に相関係数の値だけで判断するのは注意が必要です。相関係数は2つの変数間の
線形的な関係を評価する指標であり、非線形な関係や他の要因が関与している可能性も
考慮する必要があります。
直線的な傾向がある場合は、線形関係を示している可能性が高いです。非線形な関係では
データが曲線的なパターンを示すことがあります。
しかし、視覚的な判断には限界があります。線形と非線形の関係を確定的に判断するため
には、統計的な手法やモデルの構築が必要です。
相関分析の結果を評価する際には、相関係数の値だけでなく、データのばらつきや実際
の加工状況、統計的な有意性の検証などを総合的に考慮することが重要です。また、
相関があるからといって必ずしも因果関係があるわけではないため、追加の実験や分析
が必要な場合もあります。
統計分析結果を評価する際には、専門家や統計解析の経験を持つ人と協力して、適切な
判断を行うことが重要です。
7.回帰分析の実施
相関分析で特定された影響の大きいパラメータに対して、回帰分析を行います。
回帰モデルを作成し、切削条件と寸法の関係を数値的にモデル化します。
回帰係数や適合度を評価し、切削条件と寸法の最適な関係を推定します。
影響の大きなパラメータが特定できたら、回帰分析で回帰式を求め、回帰式によって最も
最適なパラメータの値を推定します。
回帰分析は、寸法とその他のパラメータとの関係を数学的にモデル化するために使用され
寸法を目的変数(従属変数)とし、他のパラメータを説明変数(独立変数)として扱い
ます。
具体的な手順は以下の通りです。
相関分析などで特定した影響の大きなパラメータを選択します。このパラメータを説明
変数として回帰分析を行います。
パラメータの値と寸法データを使用して回帰式を求めます。回帰式は、説明変数と目的
変数の関係を表す数学的なモデルです。
回帰式を使用して、最適なパラメータの値を推定します。これにより、寸法精度を最適
化するためのパラメータの値を見積もることができます。
推定された最適なパラメータの値を実際の加工に適用し、寸法の改善を評価します。
この際、実際の加工データを収集し、予測された寸法と実際の寸法とを比較することが
重要です。
回帰分析によって得られた回帰式は、説明変数と目的変数の関係を定量化するための
ツールとなります。これにより、寸法精度の改善に寄与する最適なパラメータの設定が
可能となります。
ただし、回帰式の適用には注意が必要であり、適切なモデルの選択やデータの精度、統計
的な検証などが重要です。また、回帰分析の結果をもとに最適なパラメータの値を決定
する際には、実際の製造環境や制約条件を考慮しながら判断する必要があります。
8.実験計画法の適用
切削条件の最適化を目指し、実験計画法を使用します。
設定範囲内の切削速度、切削量、送り速度の組み合わせに対して実験を計画し、寸法
データを収集します。
収集したデータを分析し、最適な切削条件の組み合わせを特定します。
実験計画法は、実施する実験の効率性や信頼性を向上させるために使用される統計的な
手法です。回帰分析の後に実験計画法を実施する目的は、以下の通りです。
①最適なパラメータ設定の確認: 回帰分析によって推定された最適なパラメータの値が
実際の製造環境で有効であるかを確認するために、実験計画法を使用します。実験計画
法によって、異なるパラメータの組み合わせや範囲を効率的に評価し、最適なパラメータ
設定を確認することができます。
②パラメータの影響の評価: 実験計画法は、異なるパラメータの値による寸法への影響を
評価するために使用されます。これにより、パラメータ間の相互作用や非線形な関係を
特定し、寸法の改善に寄与する重要なパラメータを特定することができます。
③リスク評価と品質管理: 実験計画法は、予測された寸法の信頼性を評価するためにも
使用されます。異なるパラメータの組み合わせや範囲を実施し、寸法のばらつきやリスク
を評価することで、品質管理の観点から適切なパラメータ設定を行うことができます。
実験計画法によって効率的な実験設計が可能となり、限られたリソースや時間内で最適な
パラメータの設定や品質改善を達成することができます。実験計画法は、統計的な手法を
用いて確かな結果を得るため、製造業におけるQC改善や品質管理において有用なツール
となります。
<実験の計画>
①L8直交表を使った実験
L8直行表は、3つの因子とそれぞれ2つの水準を持つ実験に適用されます。回転速度、送り
速度、切削量の3つの因子を3つの水準で設定する場合、L8直交表は8回の実験を計画する
ために使用されます。各実験では、各因子の各水準の組み合わせを試してデータを収集
します。
L8直交表は8回の実験で因子と水準の組み合わせを均等にカバーします。実験回数が比較
的少なくて済むため、時間やリソースの節約になります。
しかし L8直交表は因子間の交互作用の影響を評価するのは難しため、交互作用が重要な
場合、より詳細な実験計画が必要となる場合があります。
②L9直行表を使った実験
L9直交表は因子間の交互作用の影響を評価することが可能です。因子と水準の組み合わせ
がより多く含まれているため、交互作用の効果をより詳細に調べることができます。
また、L9直交表は各因子に3つの水準を設定できるため、より広範な水準の評価が可能と
なります。
L9直交表は9回の実験を必要とします。実験回数が増えるため、時間とリソースが必要と
なる場合があります。L9直交表ではより多くの因子と水準が組み合わさるため、必要な
情報を特定することが困難になる場合があります。特に、交互作用の効果を評価するため
に必要な情報を把握することが難しくなるかもしれません。
以上の結果から、L8直交表とL9直交表の選択は、実験の目的やリソースの制約に基づいて
行われるべきです。
9.最適な切削条件の評価
最適な切削条件の組み合わせを実際に適用し、寸法精度の向上を評価します。
実際に加工したデータの管理図を作成し、規格値、LCL、UCLとの関係をロットごとに
推移を観察します。
また模擬測定データを使った、ヒストグラム作成、t検定、相関分析、回帰分析を行う
手順についても解説します。