
製造業DXにおける顧客ニーズ把握とデジタル技術・AI活用事例の紹介
画像センサー式AI検査機導入のステップと導入失敗の原因をさぐります。
★参考記事
https://monozukuri-japan.seesaa.net/article/503472293.html
目視検査/データ解析等のAIによる自動化を本番稼働できている例はまだ少ない
のが現状です。ほとんどの企業は、PoC(概念実証)のその先にあるPoV(価値実証)
や本番稼働へ進めないという壁にぶつかっています。PoCを実施することでAIモデル
は作れるのですが、そこから生産ラインへの実装などに展開する際にさまざまな課題
が生じています。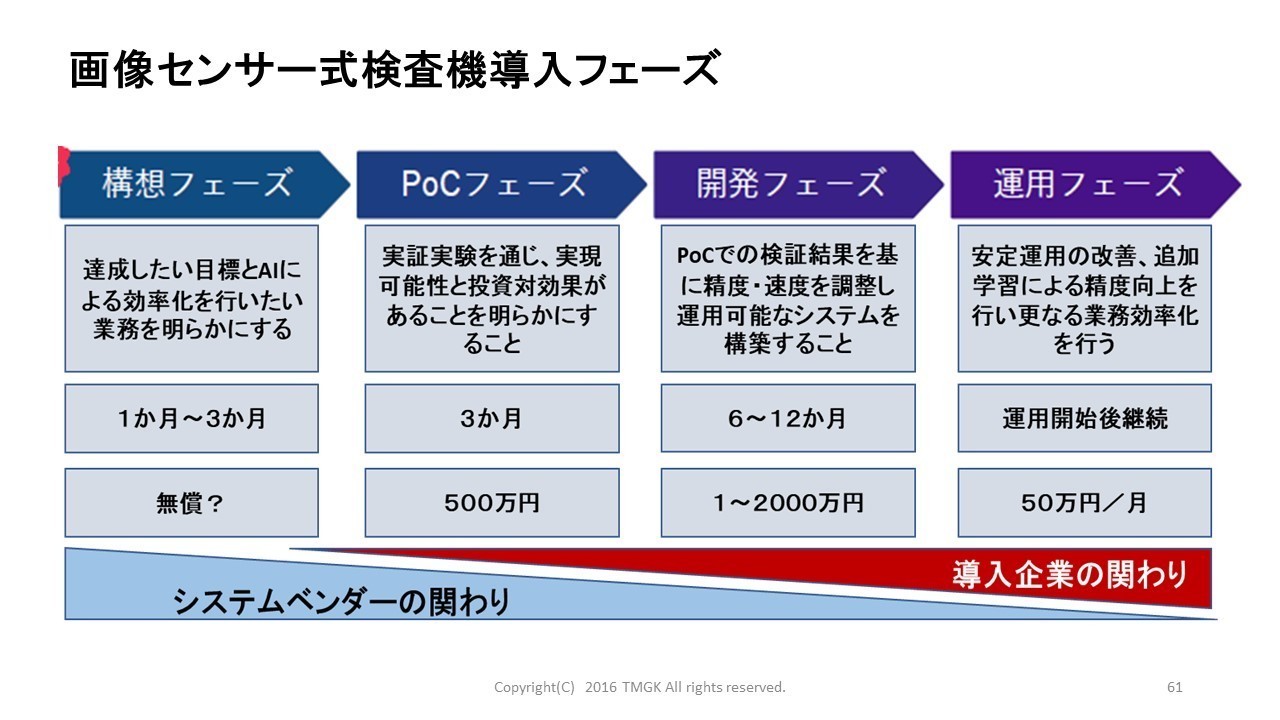
画像センサー式検査機導入フェーズは4つに分かれ、構想フェーズ、PoCフェーズ
では、システムベンダーの関わりが大きく、開発フェーズ、運用フェーズに進むに
従って、導入企業の負荷が増加してきます。
前例のない技術導入や、評価が定まらない新技術を活用する試みの場合、結果的に
不確実性が高くなり、資金をつぎ込み、本格的にプロジェクトが始動した後で期待
した結果が得られないという誤算を回避するためにも、構想フェーズ、PoCフェーズ
においては、しっかりと検証を行っとく必要があります。
最近は、PoCフェーズにおいて実証実験が短期間で実施可能なAI学習機能が充実
してきたため、少ない学習データで良好な検査結果が得られるようになってきま
した。
しかし、開発フェーズ、運用フェーズにおいては、生産ラインの課題、問題点の
解決は自社の責任で実施しなければなりません。
途中で挫折するケースは、運用システムの構築において解決すべき課題の抽出と
解決案が導き出せずに運用フェーズに移行できずに終わってしまうのです。
・導入目的・目標の不明確さ
・検査対象製品への理解不足、検査機とのアンマッチング
・データ収集・教師データ作成の不備
・運用・保守体制の不備
その他導入失敗事例として以下のものがあります。
・多品種小ロット生産に対応できない
・社内における合意形成不足
・導入後の運用体制が整っていない
・検査員に対する教育・訓練が不足している
・セキュリティ対策が不十分である
これらの失敗事例を参考に、自社の状況に合った対策を講じることで、
AI画像検査機の導入を成功させることができます。
そこで、画像センサー式AI検査機導入を成功させるポイントをまとめると
①スモールスタートで始める
あれもこれもと、最初から欲張らず、限定された機能で始める
例えば、「異物」「傷」「変形」の検査において、すべて検出するのではなく
「異物」のみの検査から始める
②失敗も成果の1つ PDCAを回す
失敗した原因を三現主義で突き止め、フィードバックを掛けながら改良して
いく地道な努力が必要
★参考記事
https://monozukuri-japan.seesaa.net/article/503472293.html
③実運用に近い環境で検証する
PoCの段階で、できるだけ実運用に近い環境で実証実験を行うこと
そのためには、現場の意見をよく聞き、使いやすいシステム構築を行うこと
④ノウハウの保有(AI、FA、PJ管理)
社内におけるデジタル技術をはじめとする最新技術の保有蓄積、人材育成に
務めること
★無料ものづくりネット相談・お問い合わせフォーム
★参考記事
https://monozukuri-japan.seesaa.net/article/503472293.html