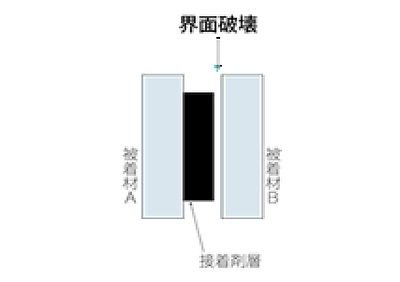
界面破壊について
昨日(6月27日)、金型展名古屋他(6月26日、27日、28日の3日間、 ポートメッセ名古屋にて開催)に参加したので、その状況についてコメントします。
(一部、同時開催で行われたINTERMOLD名古屋、金属プレス加工技術展名古屋、AM EXPO名古屋の内容も含みます。)
生産技術コンサルタントとして、参考となりそうなものについて数例をピックアップして列挙します。(順不同)
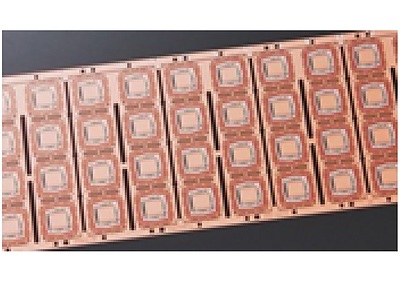
①モータコア積層技術
EV化等で注目されているモータコアの積層化技術について随所に見受けられた。
その主なものを列挙すると・・
(1)鉸め方式(Half-blanking Systems)
打ち抜き材を順次鉸めて積層していく方式、従来方式、量産性に優れている。
(2)レーザー溶接方式(Laser Welding Systems)
打ち抜き材を積層し、レーザー溶接で接合していく方式、高いレベルでの積層強度が得られる。
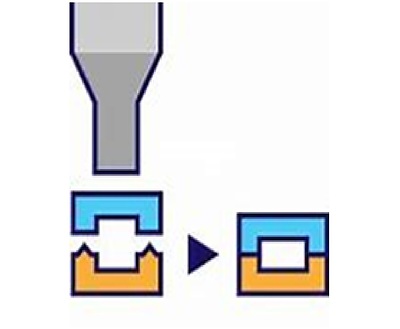
(3)接着方式(Bonding Systems)
材料に接着剤を塗布して積層していく方式、高い占積率が確保でき、モータ特性も向上するとのこと。
②高信頼金型ガイド(直動ガイド)
従来のボールガイドからローラガイドに直動ガイドを変更することで、高剛性、高精度、低振動化をはかることができ、例えばモータコアの金型の再研磨サイクルが1.6倍以上に延長することが出来るとのこと。金型のパンチ&ダイのクリアランスを全周にわたり保持でき、寸法精度が向上、また、剛性アップによりパンチ&ダイのチッピングが減少するとのこと。
③成形型ガス抜きピン
成形のガス抜き効果の高いテーパ構造をしており、ガス抜きのスリット(隙間)は、樹脂の流動性に応じ0.005~0.05mm幅のガスベントを入れることができるため、様々な樹脂(熱可塑性樹脂)に対応可能となっている。ピンタイプや入れ子タイプのものもあり、トヨタ系他 様々な企業の成形型に採用されている模様。これらによる内圧上昇を抑える金型の製作により、無停止成形を実現しているとのこと。
④高重力場で躍動する新3D造形技術
月面上(低重力場)での3Dプリンター造形 と 地球上(1G相当)での3Dプリンター造形の比較結果から、より高重力場での3Dプリンター造形が安定する(スパッタ-発生抑制や造形後の組織の高密度化、高強度化)という仮説を実験結果から実証したもの。
高重力場を3Dプリンターを載せた回転体の遠心力で作り出したとのこと。高重力場を作り出すという課題は在るものの、とても夢のある研究であると感じた。
⑤ダイキャスト金型冷却穴割れ対策
ダイキャスト金型では冷却穴内部が腐食し、それを起点に形状面までクラックが発生することがあるが、穴の先端部分を保護し、冷却穴の応力腐食割れ 及び 割れによる水漏れを防止するキャップ取り付けるというもの。(特許取得済)
⑥小型射出成形機
自社で実績のある3トン横型射出成形機、3トン縦型射出成形機の外販展示、縦型射出成形機はインサート成形(アウトサート成形?)などでデモ 3トン縦型射出成形機というのは初めて確認でき、とてもコンパクトな印象をもった。
⑦その他
アルゴンとレーザーのハイブリッド溶接、バリレスプレス工法、3Dプリンタ-設計のポイント、2色成形による組付けレス化、エンドミルによるシボ加工 等の展示が目を引いていた。
(参考ブログ)
https://www.pec-kumata.com/post/moldexhibitionnagoya2024